


联系我们

当前位置:
立朋金属护栏(徐州市邳州市分公司) >
邳州本地今日新闻
道路防撞护栏行业动态
更新时间:2026-01-28 03:03:16 ip归属地:徐州,天气:晴,温度:-5-7 浏览次数:3 公司名称: 立朋金属护栏(徐州市邳州市分公司)
以下是:徐州市邳州市道路防撞护栏行业动态的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 120元/米 |
| 发货期限 | 5-7天 |
| 供货总量 | 100000米 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | SA |
| 是否厂家 | 是 |
| 产品材质 | 按图纸 |
| 产品品牌 | 立朋 |
| 产品规格 | 2000*1200 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | HL |
| 可售卖地 | 全国 |
| 产品重量 | 35Kg/米 |
| 产品颜色 | 按需做 |
| 质保时间 | 1年 |
| 外形尺寸 | 2000*1200 |
| 适用领域 | 全领域 |
| 是否进口 | 否 |
| 产品功率 | 4500W |
| 工作温度 | -20度以上 |
| 表面处理 | 静电喷塑 |
| 高度 | 按图纸定做 |
| 使用范围 | 桥梁 河道 道路 景观 |
| 材质 | 按客户图纸要求 |
| 范围 | 道路防撞护栏行业动态供应范围覆盖江苏省、徐州市、邳州市、云龙区、贾汪区、泉山区、铜山区、丰县、沛县、睢宁县、新沂市等区域。 |
以下是:徐州市邳州市道路防撞护栏行业动态的图文视频



【立朋】业务覆盖多领域场景,主营云龙q235防撞护栏厂家、泉山不锈钢护栏等产品服务。您是想要在徐州市邳州市采购高质量的道路防撞护栏行业动态产品吗?立朋金属护栏(徐州市邳州市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的道路防撞护栏行业动态产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:许经理-【18762195566】,地址:《经济开发区汇通物流园B区116室》。 江苏省,徐州市,邳州市 2019年7月,邳州市入选知识产权强县工程试点县(区)。2019年位居全国综合实力百强县市第37位、经济竞争力百强第40位、全国投资潜力百强县市第18位、全国绿色发展百强县市第33位、全国科技创新百强县市第36位、全国新型城镇化质量百强县市第51位。2020年,邳州市获评全国文明城市、中国幸福感城市、全国营商环境十佳县(市、区),2021年,邳州市获评全国高质量发展十佳县(市、区)。
【全新视界!】道路防撞护栏行业动态产品视频,带你领略产品新风尚!
以下是:徐州邳州道路防撞护栏行业动态的图文介绍


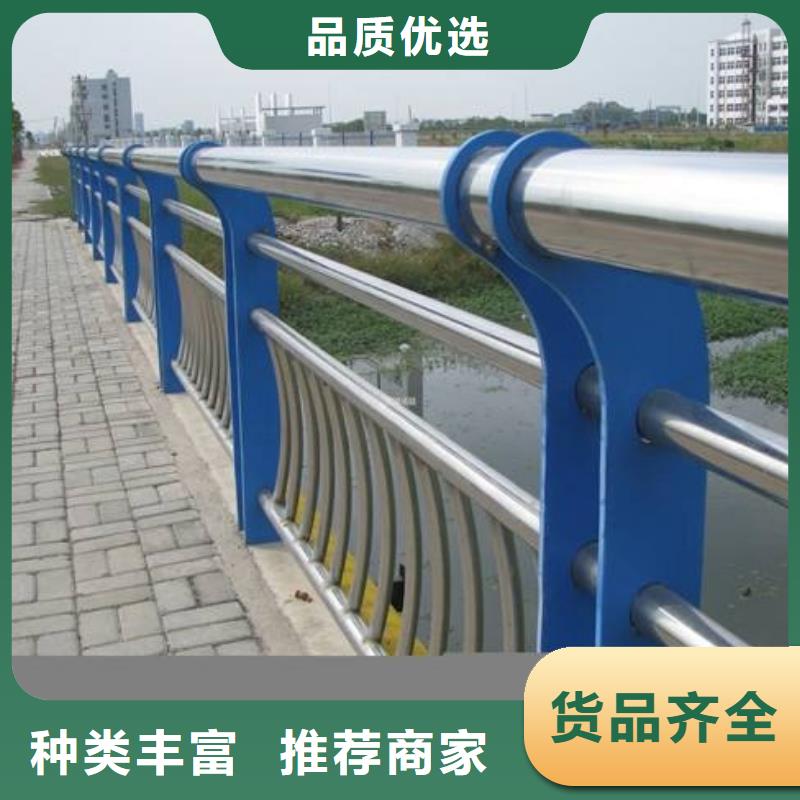
不锈钢河道护栏制作通常采用的方法
1、预热。氧乙炔混合气火焰从割 嘴外圈喷出将切割部位的金属表层预热至燃点以上。
2、氧化。切割氧从割嘴中心喷出,已达到燃点的金属急剧氧化(燃烧),并形成氧化物渣。
3、吹渣。液态的 氧化物渣被高速切割氧流吹走,将未被氧化的金属暴露在氧气流中。
4、前进,暴露在氧气流中的金属,在上面金属氧化时放出的热量作用下温度升高到燃点,继续 被氧流氧化燃烧成渣被吹走, 金属在整个厚度方向被氧化吹通。随着氧气流按切割方向前进,则新接触的金属将重复预热、氧化、吹渣的过程, 形成切口。
包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;主要指铸件的、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指不锈钢护栏在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。
1、预热。氧乙炔混合气火焰从割 嘴外圈喷出将切割部位的金属表层预热至燃点以上。
2、氧化。切割氧从割嘴中心喷出,已达到燃点的金属急剧氧化(燃烧),并形成氧化物渣。
3、吹渣。液态的 氧化物渣被高速切割氧流吹走,将未被氧化的金属暴露在氧气流中。
4、前进,暴露在氧气流中的金属,在上面金属氧化时放出的热量作用下温度升高到燃点,继续 被氧流氧化燃烧成渣被吹走, 金属在整个厚度方向被氧化吹通。随着氧气流按切割方向前进,则新接触的金属将重复预热、氧化、吹渣的过程, 形成切口。
包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;主要指铸件的、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指不锈钢护栏在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。



立朋金属护栏(徐州市邳州市分公司)经销批发的 防撞护栏厂家、天桥栏杆厂家、不锈钢护栏厂家、桥梁防撞护栏厂家在消费者当中享有较高的位置,公司与多家零售商和代理商建立了长期稳定的关系。公司经销 防撞护栏厂家、天桥栏杆厂家、不锈钢护栏厂家、桥梁防撞护栏厂家价格合理。立朋金属护栏(徐州市邳州市分公司)实力雄厚,重信用、守合同、保障产品质量,以多品种经营特色和薄利多销的原则,获得了广大客户的信任。 以先进的性能,可靠的质量,优质的服务将是您的z u i佳选择。公司遵循现代企业经营管理的理念,持续进行技术革新和新产品开发。因为我们专业,更因为我们努力,所以用户放心,更满意。全体员工热切期待着您们的光临与合作,共同发展。


道路此时要采加强型,并与墙式护栏牢固连接。为避开桥上伸缩缝的影响,可在桥台上加设一段墙式护栏;并且要在路侧护栏在紧急处,既要设置开口,以要妥善保护设施,应予以特殊考虑。 在设高挡墙的地段,应考虑护栏立柱的基础是否牢固。为起见,可改设墙式护栏;隧道内也应设置护栏,并要与隧道外的护栏妥善连接。当曲线半径小于70m时,通常的护栏板(单块长度4m)已不能使用,而要用特制的弯梁。
不锈钢立柱虽是如今楼梯上面的主要部件,但是它自身对于公艺的要求并不高,但是在材料的特性上面,一定要非常的重视。因为不锈钢的种类也是有很多种,每一种的特性都是不相同的。所以在购买的时候,一定要了解每种材质的特性,选择一个耐腐蚀性好的立柱。 因此,虽说不锈钢立柱的工艺要求不需要很高,但是它制作材料特性,是尤其需要重视的。



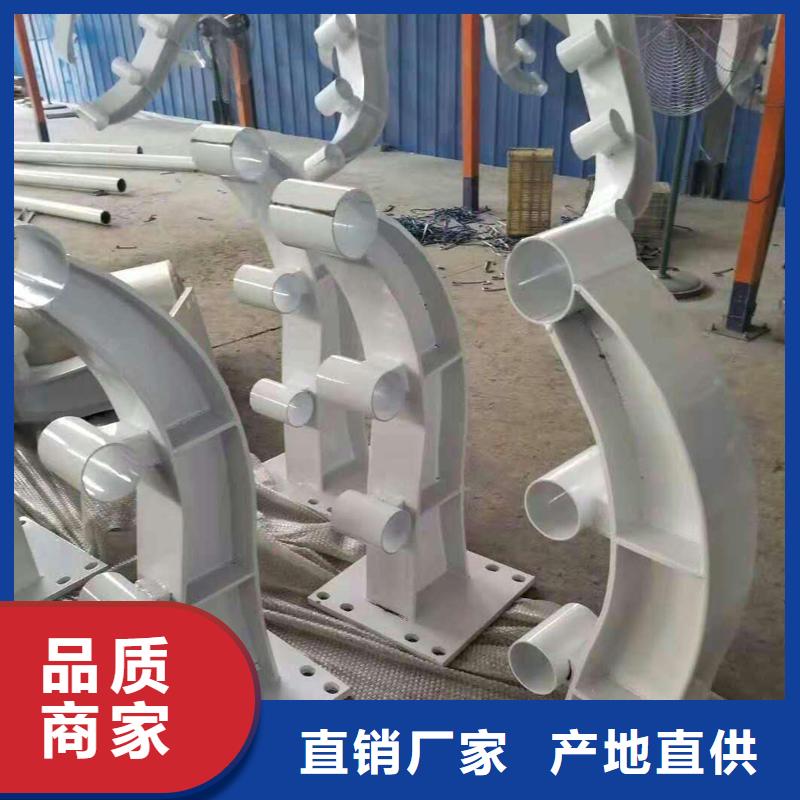
护栏的防锈处理及防锈工艺流程
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。



在徐州市邳州市采购道路防撞护栏行业动态请认准立朋金属护栏(徐州市邳州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:许经理-【18762195566】)。